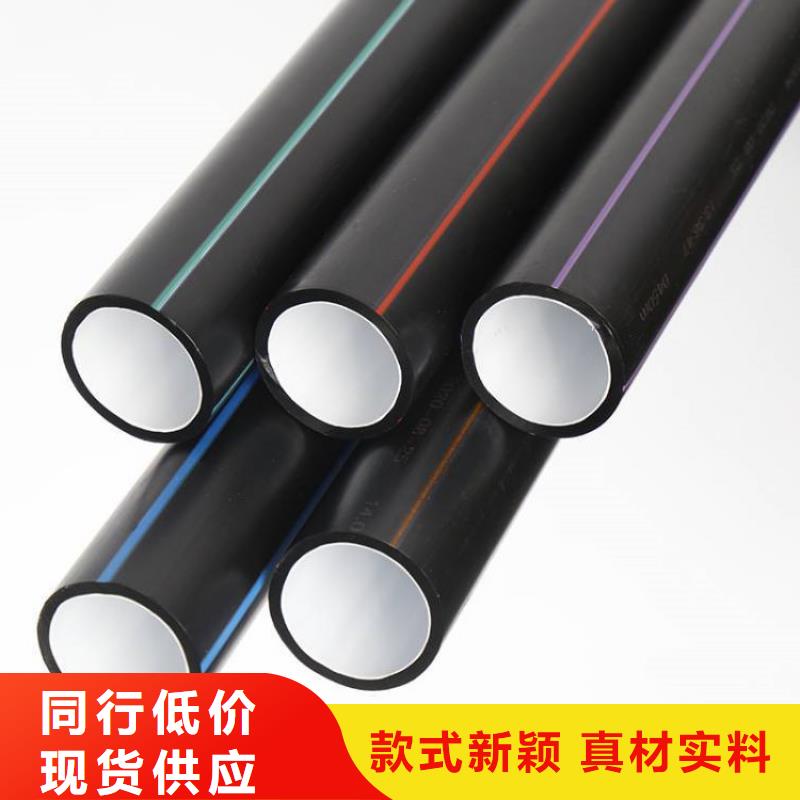

高密度聚乙烯六安HDPE硅芯管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等。硅芯管色泽应均匀一致。硅芯管管口应光滑平直并与轴向垂直,内外壁熔借紧密。根据检验结果形成现场检验报告。已进厂硅芯管的质量控制注意事项:核对硅芯管材料程式:六安HDPE硅芯管内径与光缆外径的比值将直接影响到气吹敷缆的长度。常用的管径外径/内径为40/33、50/42、32/26(毫米),检测工具为游标卡尺。六安HDPE硅芯管色标是在某一纯色为基色的硅芯管管身上镶嵌其它色彩的纵向条纹作为标识,如1×4、2×3、3×2等,通过外观检查色谱色彩鲜度和纵向条纹顺直性。核对硅芯管单盘盘长:应服从工程实际需要和人井设置间隔长度,硅芯管铺设时,在沟内(长距离范围内)会有一定的自然弯曲,因而实际使用的硅芯管长度要比地面长约0.4-0.7%,富余量一般取1.3%,如若忽略该因素,会导致短段和接头数量增加,按此要求编制配盘表并提供给厂方。40/33硅芯管的标准盘长为2000米。
六安8孔硅芯管厂家直发
六安PE硅芯管母管直径HDPE有Φ25mm 、Φ32mm、Φ40mm、Φ50mm 、Φ63mm几个规格,母管的功能是引导和保护含有微缆的微管不被损坏。为了确保证微管顺利吹入母管,母管必须承受必要的压力。同时母管内壁必须光滑,干燥和清洁,可以减少微管敷设时和母管之间的摩擦系数。PE硅芯管子管直径有Φ7mm 、10mm两种规格。六安PE硅芯管是气吹系统的一个重要组成部分。在微缆敷设前六安PE硅芯管微管必须先敷设到目的地,并且要求一次性敷设到位。因为纽绞的问题,在一根母管内的微管是不能分批敷设的。微管在制作工艺等方面具有较高的技术含量,其内壁采用具有同步挤压的 性固体润滑硅芯层,选择纵向导气槽(凹槽)结构,进一步降低摩擦系数。
 <六安>润星电力管材有限公司
<六安>润星电力管材有限公司
六安HDPE硅芯管穿越地下管线及地下光(电)缆时应保护现有底下设施免受破坏。在特殊地段施工中,硅芯管敷设因个按设计要求,施工中不应损坏管道防腐成和管道的跨越结构。总体来说,六安HDPE硅芯管的敷设应满足下列要求:硅芯管敷设前,应先检查硅芯管封堵是否严密。敷设时严禁有水、土、泥及其他杂务进入硅芯管内。六安硅芯管施工应按设计走向和位置进行敷设。六安硅芯管施工可采用“人工抬放法”、“固定拖车法”、和“移动拖车法”等方式。硅芯管从障碍物下方穿过后应立即将硅芯管抬起,避免硅芯管与地面摩擦,穿越障碍物处应有专人看护。硅芯管敷设应顺直、无弯、无扭绞、无缠绕,严禁出现背扣和打硬弯。六安硅芯管纵向敷设应尽量避免反复出现凹凸。硅芯管敷设后应及时连接、密封,对引入人(手)孔的部分应及时对管口进行封堵。硅芯管敷设后不能进行连接时,应预留因温差可能造成回缩的长度,并封堵好管口。

六安PE硅芯管吹缆设备空气压缩机产生压缩空气,通过输气软管送往吹缆机的密闭腔,子管的引出端与吹缆机的密闭腔相通。牵引光缆用的拖拽器连同光缆置于子管内,拖拽器周边橡胶与子管内壁密封,形成的密闭容积与吹缆机的密闭腔相通。因此压缩空气产生的压力推动拖拽器牵引着光缆在子管内前进。六安PE硅芯管空气压缩机持续供气,以保证施加在拖拽器上的力基本恒定,从而保证施加在光缆上的力基本恒定。同时压缩空气向前流动,一方面施加力于光缆上推动光缆前进,另一方面使光缆在子管中处于悬浮状态,减少了铺放时光缆与子管内璧间的摩擦, 程度地保护光缆。六安PE硅芯管空气压缩机产生高压气体,经过快速连接软管送往吹缆机,驱动吹缆机的气压马达,带动上下两根传送带转动,光缆置于上下传送带之间,从而推动光缆前进。
